






View All
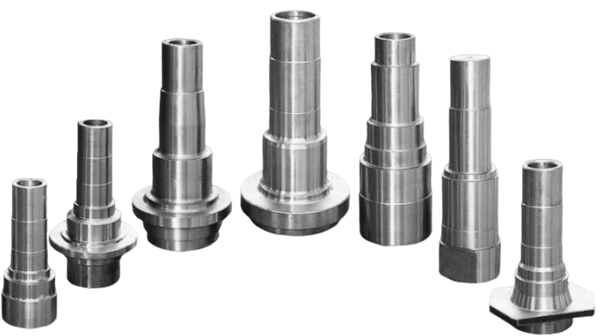

Smooth Rides Start with Quality Axle Spindles
Hongyang Forging Trusted Quality Since 1968
Professional Axle Forging Solutions


About Us
Hongyang Forging Co., Ltd., a subsidiary of Henan Hongyang Group, was established in 1968 and is a modern joint-stock company specializing in the research, development, production, and operation of forging products. The company mainly develops and produces engineering machinery, automotive parts, and petroleum machinery products.

Company Accolades
The company's construction vehile and automotive parts have obtained ISO/TS16949 quality management system certification. Its petroleum machinery products have passed the quality management system certification of the American Petroleum Institute (API) and have acquired the right to use the API monogram.

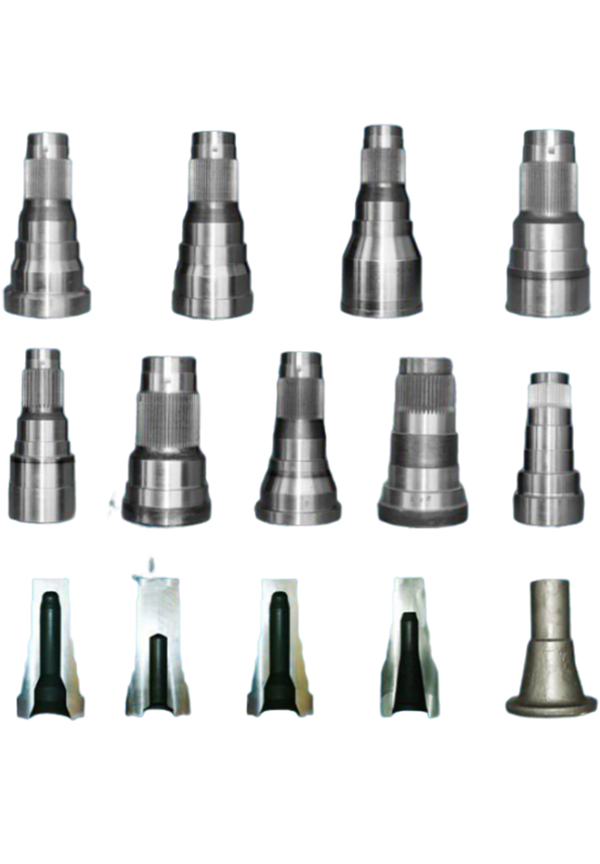
Manufacturing Process of Forged Parts
Trailer, Semi-trailer Axle Spindle、Truck Half Axle Housing Construction、Vehicle Support Axle、Oil Drill Pipe Joint、Screw Drilling Tool Production Process.
Our News
Follow and get our latest news and developments




Our Blog
Follow and get our latest news and developments


Manufacturing Process of Forged Parts
Trailer, Semi-trailer Axle Spindle、Truck Half Axle Housing Construction、Vehicle Support Axle、Oil Drill Pipe Joint、Screw Drilling Tool Production Process.
One
Raw Material Inspection
Primarily focusing on whether the accepted material's chemical composition aligns with the required specifications, as well as low-magnification structure inspection: checking for inclusions, shrinkage cavities, air bubbles, peeling, and white spots within the material. Ensuring the material is not loose or segregated.
Two
Cutting
Determine the cutting length based on the product's rated weight.
Three
Stamping
The material is heated to 1150-1180 degrees in an intermediate frequency heating furnace, and the desired shape is achieved through three processes: upsetting, punching, and forming.



Punching machine

Thermoforming




Four
Normalization
Alleviate stress, alter internal structure, aid in processing, enhance quenching and tempering efficiency.
Fiver
Rough machining (turning)
Through initial processing, the desired shape is achieved, and the uneven stamping surface is removed to achieve the desired figure shape, which facilitates quenching and tempering, and finalizing.
Six
Quenching and tempering
In accordance with technical specifications, the hardness, mechanical properties, metallurgical structure, impact energy, tensile strength, yield strength, etc. specified on the product drawing are attained to enhance the product's performance in application.


Ipsen Controlled Atmosphere Furnace

Continuous heat treatment quenching furnace

Nitrogen Controlled Atmosphere Furnace

Nitrogen Controlled Atmosphere Furnace
Box resistance furnace
Seven
Ultrasonic flaw detection:
Detect whether there are defects inside the product, cracks, folds and other defects
Eight
Finishing:
Turning large head straight mouth - turning small head straight mouth - finishing outer diameter - boring inner hole - hobbing (milling spline - surface quenching - grinding outer diameter (smaller requirements for product size tolerance, roughness requirements Smaller. Determine whether it is quenched or not according to the surface requirements of the product) .






























Nine
Magnetic particle inspection or fluorescent powder inspection
Whether there are surface and inner hole cracks after surface quenching.




Ten
Inspection
After the above processing, check whether the product conforms to the size specified in the drawing, and each of the above steps basically has a semi-finished product inspection spot check (semi-inspection)

Eleven
Magnetic particle inspection or fluorescent powder inspection
Whether there are surface and inner hole cracks after surface quenching.










Contact
Add : Hongyang Industrial Park, Industrial Avenue,Industrial Cluster Zone, Sheqi County, Henan Province 473000
Tel: +86-0377-67996767
Cel: +86-1855-6512-601
Products
News
Fast Navigation
Whatsapp
Wechat
Follow us
Copyright @ 2023 Hongyang Forging Co., Ltd.
